







Weld Record Anomalies
Our default perspective is positive, and we prefer to be able to accept a story or data (documentation) as reasonably true even if we don’t believe all of it. We became gob smacked as a seemingly curious paperwork question morphed into extreme seriousness, the deeper we dug.
As an introduction, a review was performed of a very large facility shortly after COD. One aspect of the review was welding code compliance (ASME). This review was performed for all Section 1, BEP, and NBEP field welds for all the units/blocks. This started as a documentation review.
Initial findings were curious. Of the 25,000 large-bore field welds, only one (1) documented repair (R1) was indicated. Otherwise, the records showed no defects in any visual or radiographic inspections. Please keep in mind, the labor in this location was less than average and the work conditions extreme. In a western context, a good site welding program reject rate is perhaps 1-2%. In this situation, 4% would have been an overachievement, but 0%. This did not smell right. But all the paper appeared fine, except…
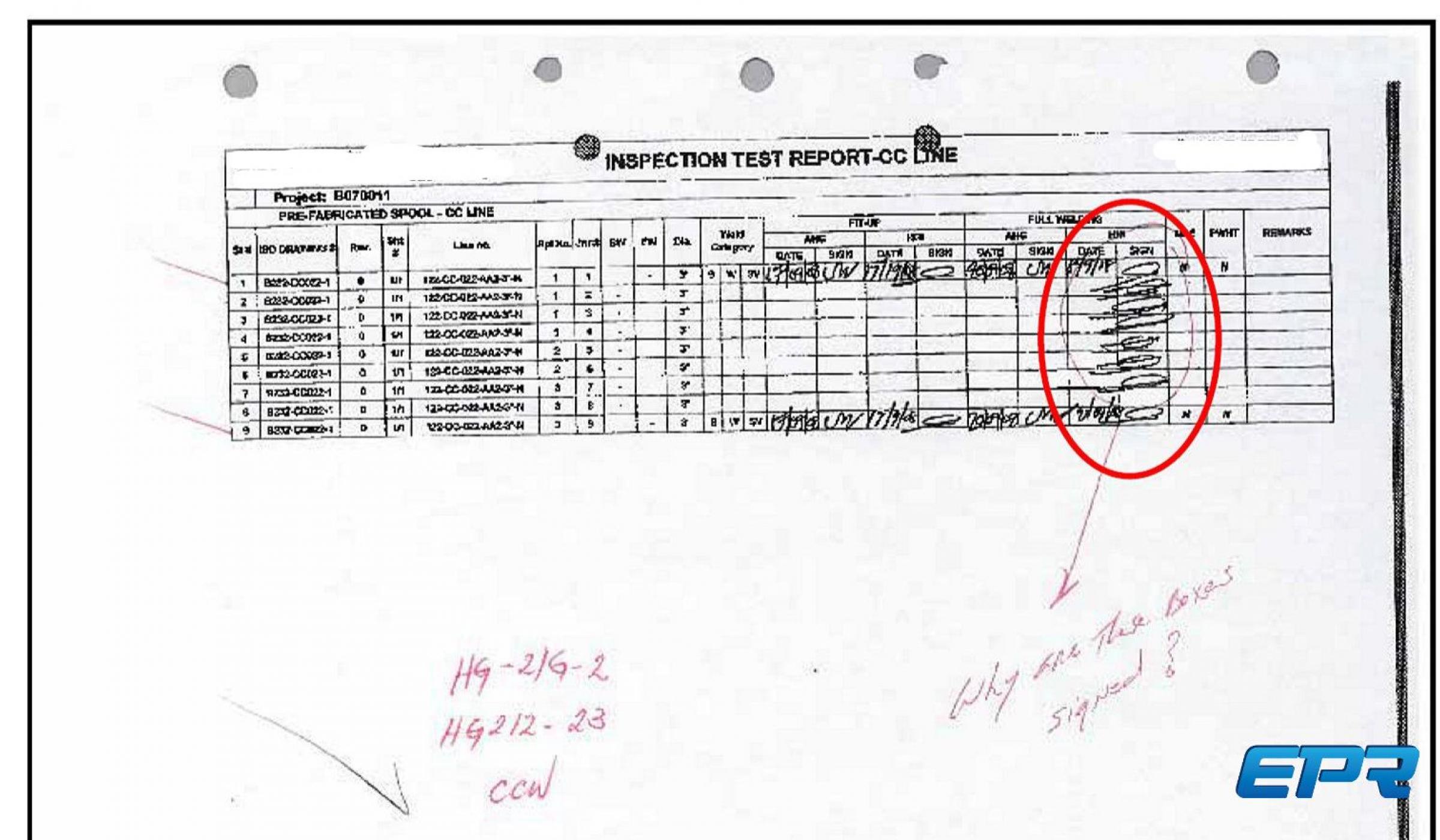
In one instance an ITP sheet appeared to show signoffs in advance of inspections being performed (were never performed). Which is to suggest, the sheet was signed as accepted and no ID (weld) was assigned, or ever assigned. EPR became alarmed at the apparent “synthetic” nature of the Quality Control (QC) inspection paperwork developed during execution. Yet, it was still not clear what really happened. Was this isolated, or systemic, and what was the actual condition of those 25,000 large-bore welds given the two initial concerns.
Then it happened. A Hot Reheat Steam line (30”) cracked during operation. That will be discussed in separate Blog posts, but it allowed us to enter (physically) the piping to take pictures inside the piping and to borescope many areas we could not physically reach.
Summary conclusion: nearly every field weld (root pass) had deficiencies when compared against visual and radiographic inspection criteria. Some of the observed issues including sugaring of welds, potential burn-through, and very rough roots that hide incomplete fusion, porosity, incomplete/excessive penetration, and other indications.
The pictures tell a tragic story of a welding program that was a vast divergence from ASME requirements in sharp contrast to the apparently “manufactured” QC paperwork for the welds. In other words, we started pulling on a thread that seemed “odd” and ended at a place where, due to multiple factors, all large bore field welds on one of the world’s largest plants had to be cut out and replaced.
EPR evaluated the “probability” of all the code and contractor stipulated welding and quality control steps failed and concluded that this level of systemic failure was essentially impossible, if not deliberate and known. Please also read the Blog post related to P91 for more of the story.
In a situation like this, everyone loses, particularly the Owner. If you are an Owner building a plant in a developing country, we can help you avoid these types of tragedies.
Savings from less rework and use of less skilled welders. Maybe $1mm.
Repair cost to the EPC contractor was immense, but the cost to the Owner was far greater due to the extended outages which persisted many years while O&M was trying to run the facility. This was well over a $100mm problem.

HP Steam drain weld. Camera.

Hot Reheat internal weld profile. Borescope.

Hot Reheat internal weld profile. Camera.

Hot Reheat internal weld profile. Borescope.