







Green Moss

A plant was evaluated that had an extensive desalination operation where seawater was flashed to create drinking water.
On the roof of the process equipment, there were insulated and uninsulated bays. One of several coatings problems was the difficulty with this arrangement related to coating selection. The top of the evaporator is essentially flat with bellies in the areas between the structural stiffeners. Water tends to collect in these locations and will not drain. In some cases, drain holes didn’t exist so water has been pooling for a couple years.
In these areas of the tops, the coating selection (urethane) was not suitable for water immersion and breaks down progressively. On the other hand, leaving the surface in epoxy would solve the water damage problem, but is not a solution because it is susceptible to UV breakdown. Therefore, the coating system as installed was not compatible with the propensity of the surface to hold and pool water.
This was not an academic concern, as there are indications the coatings had already failed. One photo shows the adhesion x-cut results (an ASTM coating test methodology) that illustrates the failed coating system.
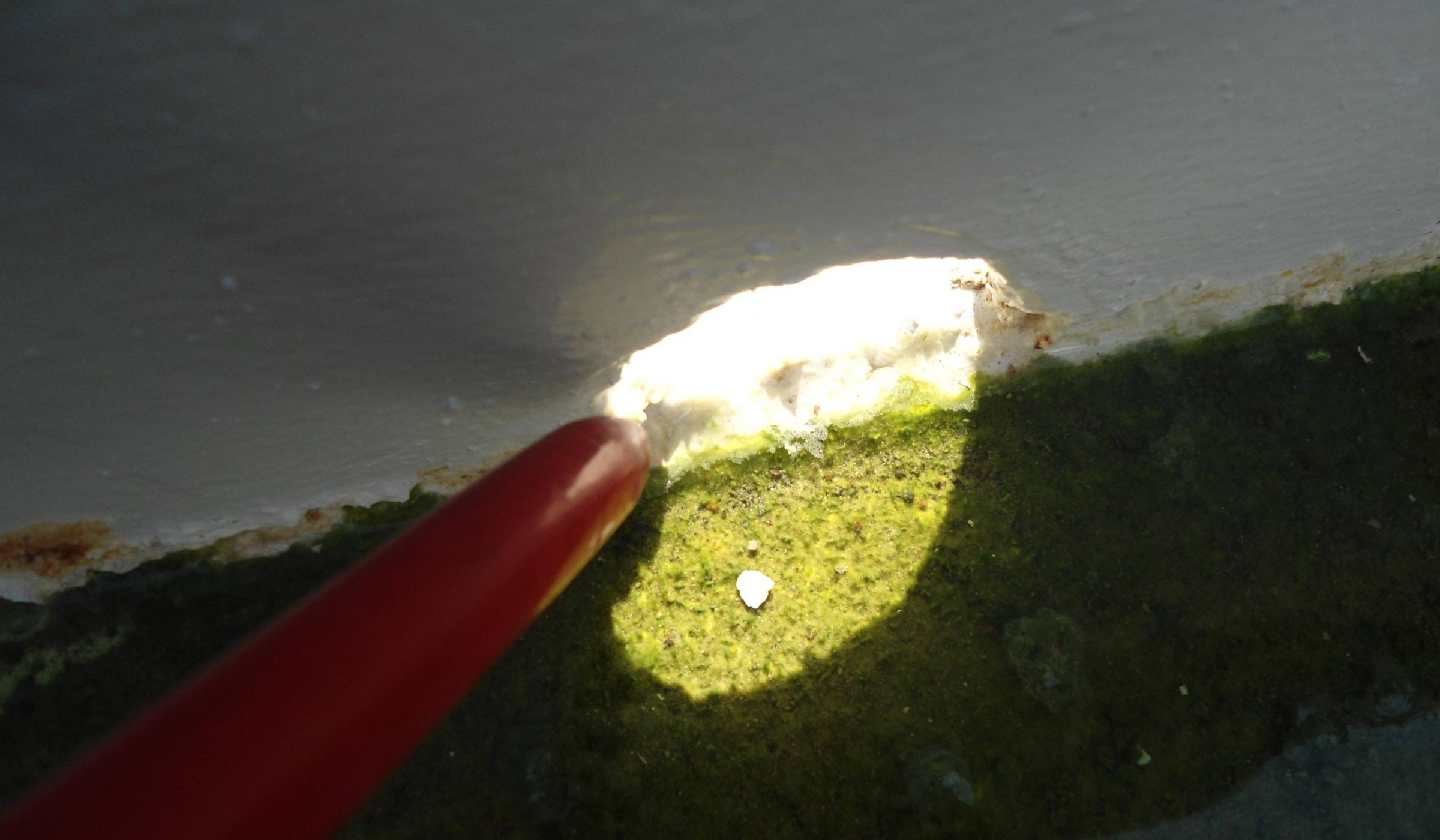
To complicate this issue, the insulated areas not only retain moisture, but also stay warm and breed biological growth. Epoxy is food for bio-growth which leads to premature failure of the coating. Likewise, there was a concern about the coating selection under the insulation panels and its durability. Side wall panels will also exhibit bio-growth to an extent not evaluated, but which exhibited signs of early decay.
This is another example of the complexity with technical engineered coating systems. They are designed for specific applications, and simply inadequate in other circumstances.
None.
Unknown, but significant.
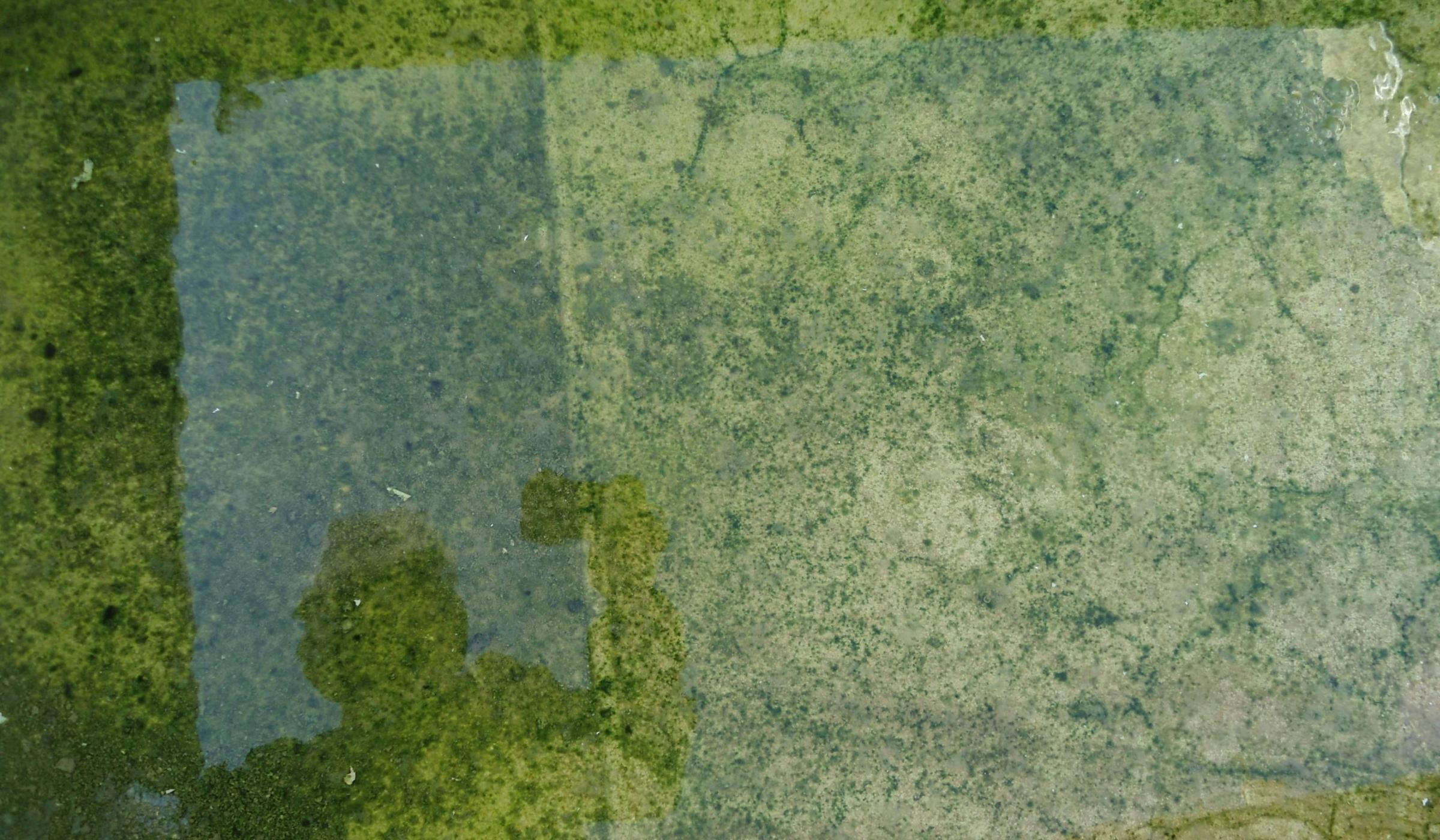
Algea growth on the coating.

Sea water seaping down the sidewalls...
Coating failure...

Exposed and insulated sections. Both coatings systems are unsuitable for the conditions present.