







March 2017
Pinholes...

Engineered coating systems are complex, as mentioned in other postings. When the manufacturer's recommendations are followed, these coatings are very good at preventing corrosion to the substrates. However, if proper prep, mixing, contamination control, etc., is not followed there can be many different defects that render the coatings useless.
One such defect is known as "pinholes". Often, or usually, this defect is not observable with the naked eye without magnification. It's almost like worms ate holes down through the layers of coating. Sometimes pinholes exist in a top coat, or maybe also the intermediate coating layer, but not penetrate the primer. In other instances, the pinholes may extend all the way to the base metal. If the coating is fairly new and pin point rusting is observed, chances are pretty good the pinhole goes to the base metal.
The remedy in such instances, is removal of the paint layer with the defect. If the primer also exhibits the defect, all the coating material needs to be removed. So, a "paint job" may look impeccable, but be a complete failure under... Read more
None.
ROM - $25mm and a year of time by a well staffed painting contractor.
Pumping Rocks
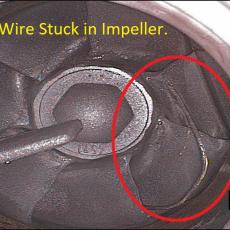
At a plant in the Middle East, the EPC contractor failed to appreciate the difficulty and consequences of not properly cleaning the LP Steam distribution system and Condensate system during commissioning.
The plant was a very large combined-cycle plant with back-pressure steam turbines that fed a 72" header. That LP header in-turn fed a billion dollars in desalination equipment. This steam network was huge. Also given it's size, it would have been difficult in certain locations to get a sufficient steam velocity to remove scale and debris. It is doubtful, given the evidence of fouling in the system, that anyone tried very hard to achieve a degree of cleanliness.
One snapshot of the damage in the system is the return condensate pump impeller indications. These impellers are supposed to have a straight (square) leading edge. Keeping in mind, these pumps were only a year old, this is not normal wear. Also, condensate is supposed to be very clean with no debris...
A borescope was used to inspect the impellers in situ during a strainer cleaning. Debris in the strainers is evident... Read more
Maybe some schedule time.
Impeller replacement. Probably $250k +/- depending on number of times. 54 units.
Getting Touchy

Coatings are typically shop applied and touched up in the field. On a large power station, there is considerable touch-up and it must be done correctly.
Briefly, as mentioned elsewhere in this Blog, coatings are not "paint", they are an engineered product that requires skilled personnel to apply properly. In this case there are three coats in the system. A zinc primer, epoxy mid-coat, followed by a urethane topcoat. Details... No coating will stick to steel substrate that is dirty, too smooth, or otherwise not prepared to the coating manufacturers requirements. An epoxy mid-coat sticks well to a zinc primer but does not stick to a urethane topcoat. If epoxy is left without a urethane topcoat, it deteriorates from UV. Urethane in most case needs to be applied over epoxy.
So, if a repair needs to be made, the existing paint needs to be taken off down to the primer, or mid-coat, depending on the damage. However, epoxy (mid-coat) cannot be "slapped on" as to overlap onto existing urethane. It will not stick. Also, coatings cannot be applied over corrosion or dirt; seems obvious... ... Read more
No savings.
Varies by plant, but to re-perform is significant. If unrepaired, O&M is constantly painting, or lets plant rust.